
- Preliminary metallurgical test-work on samples extracted from drill-hole BO_318RC (1) at the Big One Deposit – within the NWQ Copper Project in Mt Isa’s copper-belt – produced a concentrate with confirmed upgrades ranging from 5x to 10x for copper metal (Appendix A & B), with the best result:
- Copper: 0.72% head-grade to 7.2% post-test-work (Appendix A & B)
- Further test-work is underway on samples from the Big One Deposit to determine the final optimal results, since this is an important proof of concept and de-risking exercise as part of the Board’s strategic intent to secure a processing agreement
- The Big One Deposit has already been significantly de-risked as the current global inferred Mineral Resource Estimate (MRE) stands at 21,886t contained copper metal
(2.1Mt @ 1.1% Cu(2)):- Current forward plans include undertaking a third drilling campaign to extend known mineralisation via focusing on a sizeable known bedrock conductor north of the line of lode and incremental geophysical surveys to identify fresh targets (2)
- Metallurgical test-work is being undertaken for cobalt on drill-core samples from The Sisters Prospect in Broken Hill – results are due shortly
Castillo Copper’s Managing Director Dr Dennis Jensen commented: “The Board is delighted with the preliminary metallurgical test-work results, especially with the beneficiation potentially transforming the ore from the Big One Deposit into a viable copper concentrate. Moreover, receiving these initial results now is timely as the Board is now ramping up efforts to secure a processing agreement and clear path to market.”
Positive preliminary metallurgical test-work
Castillo Copper Limited’s (“CCZ”) Board is delighted to announce that preliminary metallurgical test-work on samples from drill-hole BO_318RC at the Big One Deposit (1) (NWQ Copper Project, Mt Isa copper-belt) delivered encouraging initial results. Notably, the beneficiation potentially transformed several ore samples into a copper concentrate with confirmed upgrades (from 0.72%) ranging from 5x to 10x for copper metal (Figure 1 & 2; Appendix A & B).
FIGURE 1: METALLURGICAL TEST-WORK COPPER HEAD GRADE IMPROVEMENT
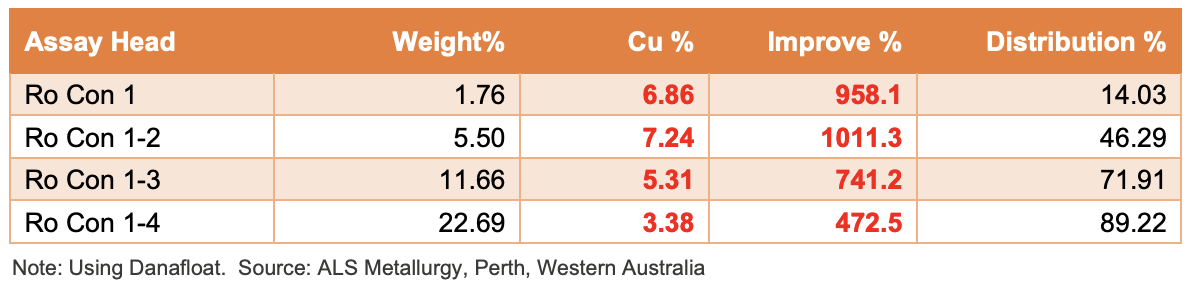
FIGURE 2: METALLURGICAL TESTING – FROTHER PRODUCT EXAMPLE

De-risking Big One Deposit
Although the preliminary metallurgical results deliver an encouraging start, further test-work is underway to optimise the outcome. This is critical to move beyond the proof-of-concept stage and boost the prospect of securing a processing agreement with a blue-chip partner in the Mt Isa copper-belt.
To date, the Big One Deposit has already been significantly de-risked given the current global inferred MRE is 21,886t contained copper metal (2.1Mt @ 1.1% Cu (2)).
The Board has been revising plans for the Big One Deposit and plans to do the following:
- Conducting a third drilling campaign to extend known mineralisation through focusing on the sizeable known bedrock conductor that is north of the line of lode; and
- Undertaking additional geophysical surveys to identify new targets for test-drilling.
Methodology
CCZ contracted ALS Metallurgy, Perth, Western Australia, to undertake test-work on a circa 33kg composite derived from drill-hole BO_318RC from the Big One Deposit1 (Figure 3). The material was fresh and taken wholly from within the mineralised dacite/porphyritic syenite dyke intersected by most of the drilling at the Big One Deposit.
FIGURE 3: BIG ONE DEPOSIT SAMPLE FOR METALLURGICAL TESTING
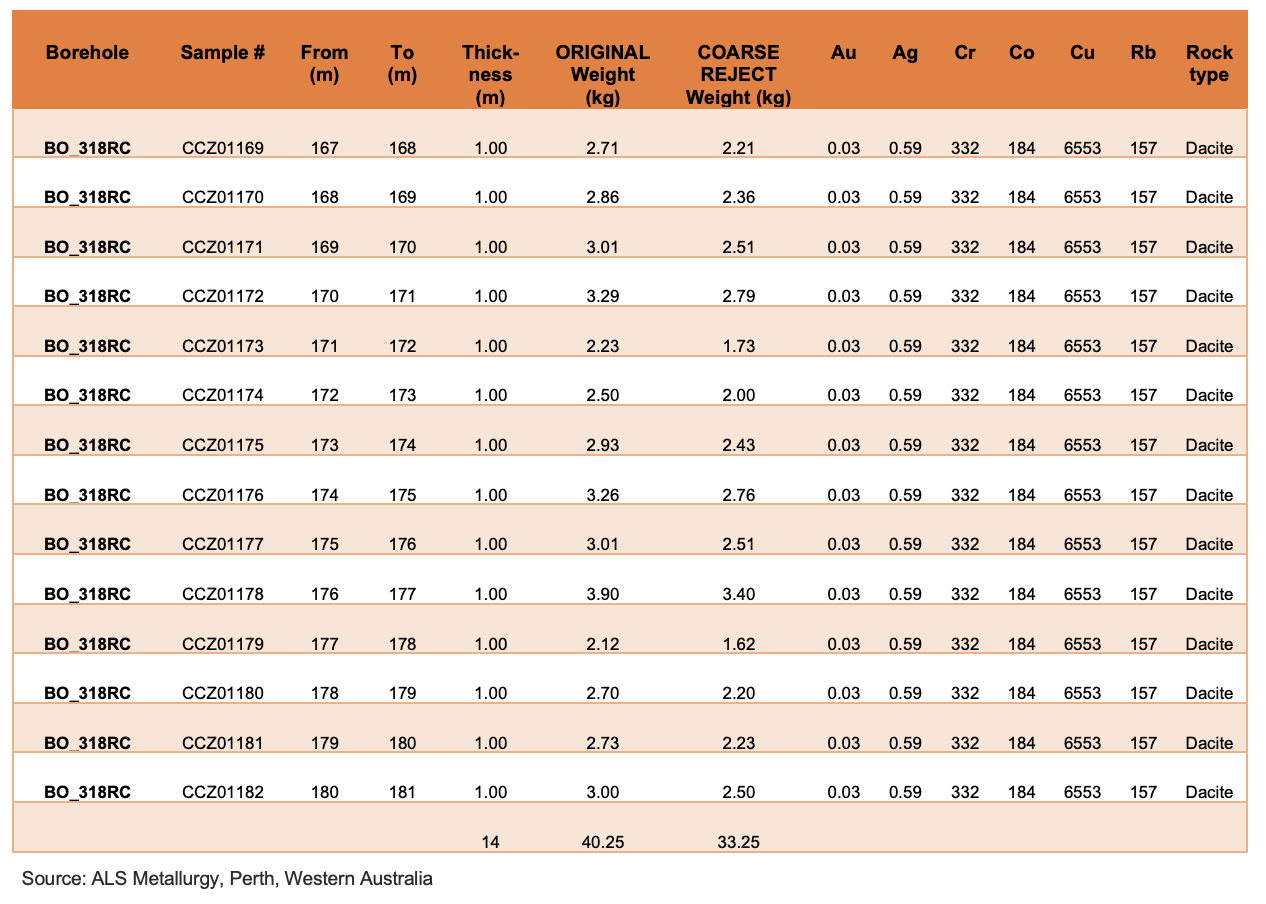
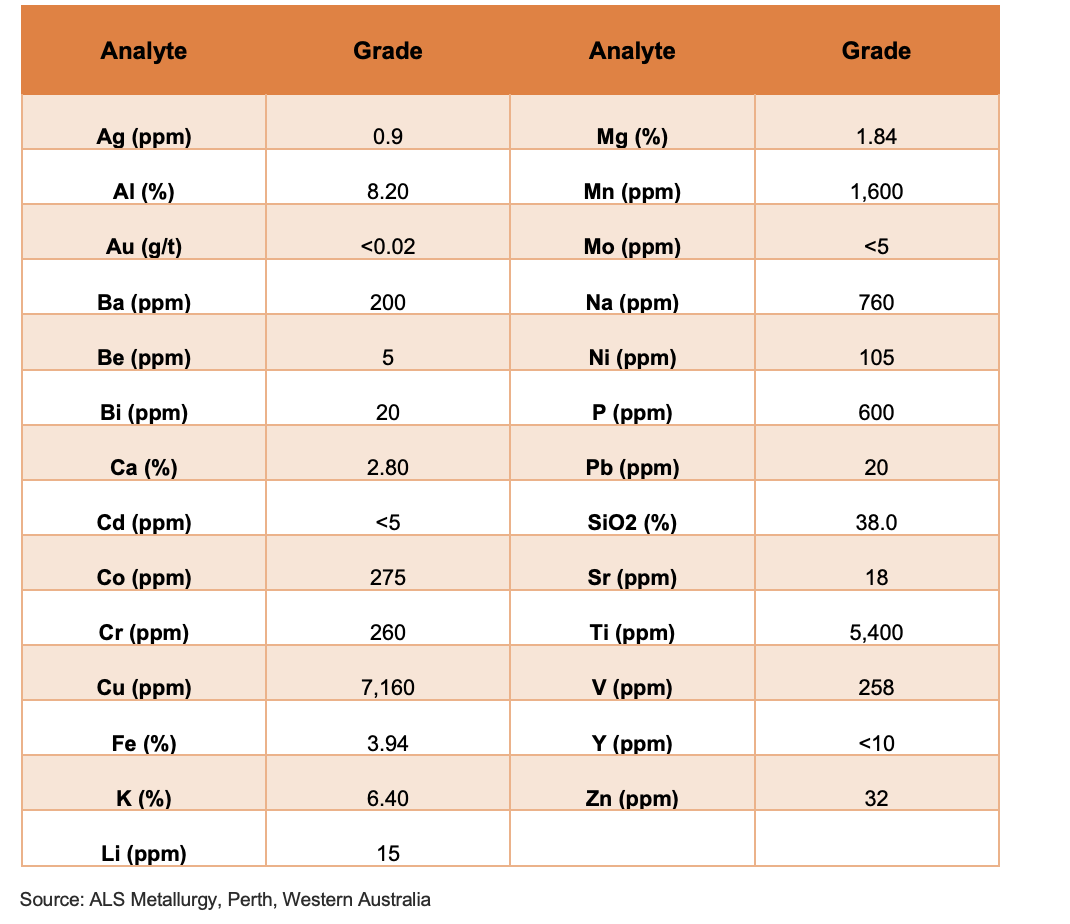
Further work at the laboratory determined the head grade of the composite sample was slightly better (Figure 4) than the calculated arithmetic average shown selectively in Figure 3.
FIGURE 4: 14M BO_318RC BIG ONE DEPOSIT – TESTING HEAD GRADE
The testing process comprised a series of rougher tests with the following sequences:
A) Sample preparation and screening analysis
- Receive samples and inventory
- Control crush P100 3.35mm (assumed no compositing)
- Rotary blending & splitting 1kg charges (12 x 1kg)
- PPS – Head assay submission
- Assay – Head sample (Ag, Au, Co, Cu, SiO2, ICP Scan)
B) Flotation and gravity testing
- 1 kg grind establishment single grind target
- Rougher flotation (4 con 1 tail) (5 test allowance)
- PPS – Flotation product assay submission
- Assay – Flotation products (Ag, Au, Co, Cu, Zn, SiO (2))
- Gravity separation – Wilfley table – Batch test
- PPS – Table product assay submission
- Assay – Table products (Ag, Au, Co, Cu, Zn, SiO (2))
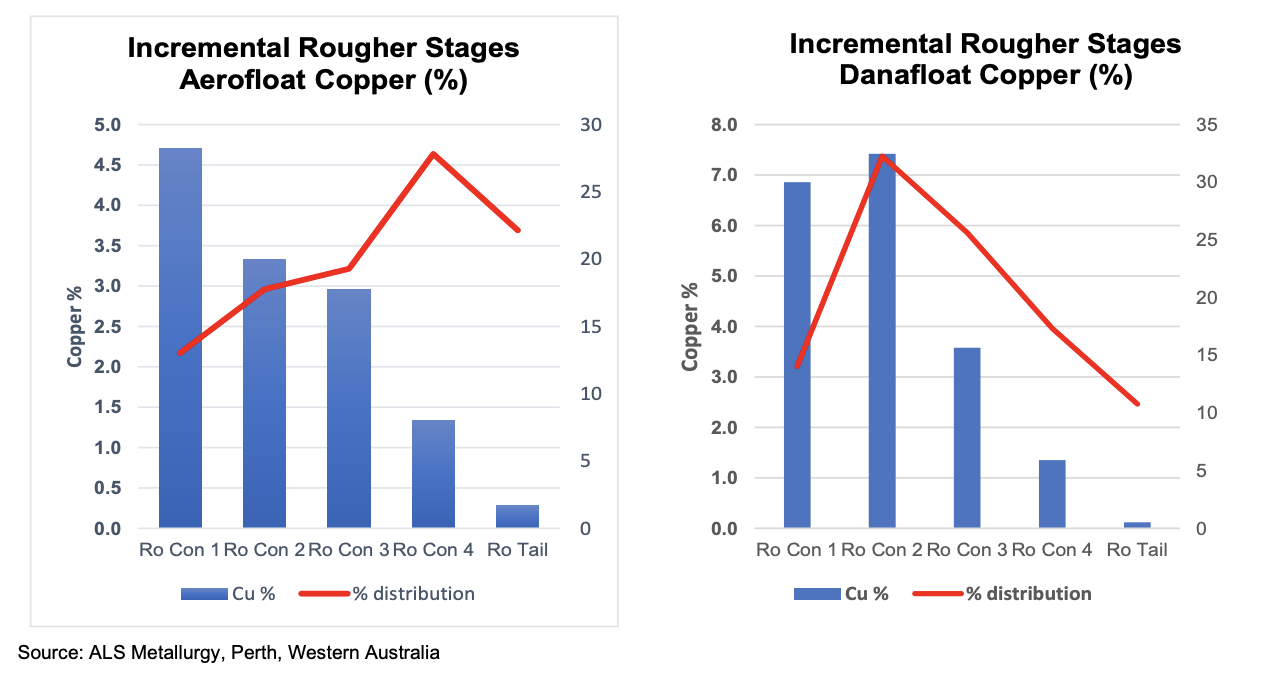
Two runs were established comparing two common froth reagents (Aerofloat and Danafloat – refer Appendix B). The batch froth flotation results were partially affected by remanent drilling foam imbedded in the reverse circulation chips (refer Figure 2 above).
However, when comparing the frother product concentrates, Danafloat produced the best
concentration of copper relative to Aerofloat (refer Figure 1 and 5).
FIGURE 5: COMPARING AEROFLOAT & DANAFLOAT CONCENTRATES
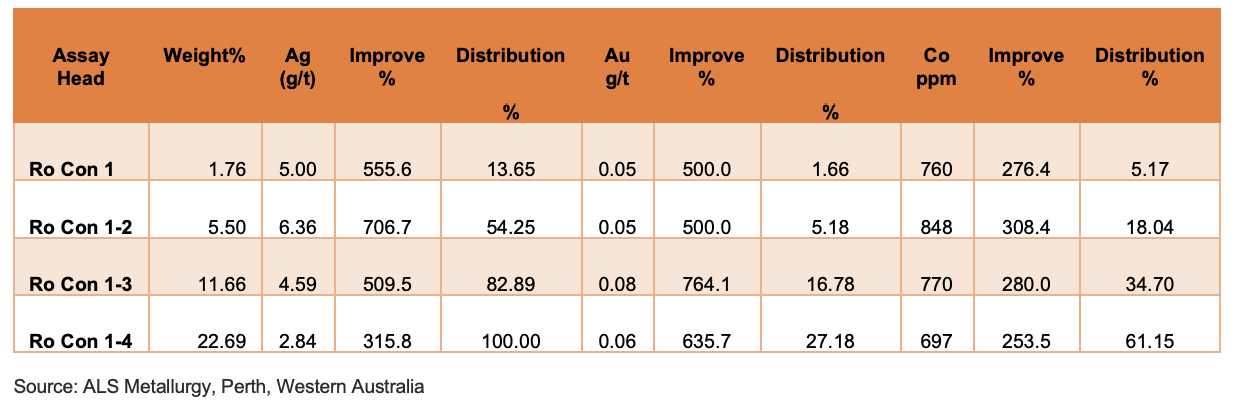
Note, at this stage of the process, preliminary rougher testing is potentially biased towards establishing a viable process configuration and recovery rather than grade. However, when assessing other metals (Ag, Au & Co) using the Danafloat for various concentrate runs, there were a range of material improvements (refer Figure 6).
FIGURE 6: DANAFLOAT HEAD GRADE IMPROVEMENT FOR SILVER-GOLD-COBALT
To build on this preliminary work a larger sample – circa 50Kg ideally from diamond core – would enable further beneficiation streams and trialling finer crushed material.
References
- CCZ ASX Release – 30 November 2021
- CCZ ASX Release – 28 February 2022